2015年,有着机械、工程和材料科学背景的四位俄罗斯工程师和两位教授共同创立了Anisoprint,三年后,他们将总部迁至卢森堡。从那时起,这个团队就已获得了多个奖项,并成长为一家部门分工明确的公司。科学、严谨和创新力成为了刻在这个团队DNA中的一部分。

不久前,Aniwaa3D团队有幸拜访了Anisoprint 的CEO费多·安东诺夫领导的卢森堡团队,参观了他们的工厂和装配线。这一次,费多和他的团队给出了一些关于复合材料的极好见解,以及如何利用3D打印来重新思考设计方式的经验。Aniwaa3D拜访后针对Anisoprint目前以来的技术优势和特点给出了清晰的脉络梳理。顺着他们的思路,我们一起来重温连续碳纤维3D打印技术的魅力。
各向异性与复合材料
要想充分理解Anisoprint独创的连续纤维共挤(CFC)技术,必须首先对复合材料有总体性的概括了解。
复合材料可以通俗地解释为“由不同部分组成的东西”,其最终目标在于锁定两种和两种以上不同材料的优点并且平衡(甚至消除)它们的缺点。更有甚者,可以在组成材料的协同作用中释放全新的、独特的特性。当碳纤维作为增强材料被添加到塑料基体材料中时,基底成为“绑定”纤维的一种方式,并根据需要进行塑形——想象一下建筑学中的钢筋加固混凝土基体。由纤维组成的材料自然存在于我们周围。事实上,人体内某些部分——我们的骨骼(由羟基磷灰石和胶原纤维制成)也可以看作一种“复合材料”。纤维使材料具有高度的“各向异性”,这意味着它们在一个方向上非常牢固。什么是各向异性呢?下面的两个例子生动地说明了这一观点——玻璃是各向同性的材料之一,各向同性材料的性能在所有方向上都相同,不管从哪里摔下玻璃杯都会碎裂;而木材是各向异性材料之一,各向异性材料的性能沿给定的方向变化,木材更容易沿着纤维生长的方向被劈开。

碳纤维与3D打印
在3D碳纤维打印中,我们要着重介绍两种方法:短切碳纤维打印和连续碳纤维打印。
短切碳纤维通常指,在3D打印过程之前,碳纤维增强材料被添加到基体材料(通常是热塑性材料)中。它基本上是一种普通的塑料长丝,与碳纤维的微观切割混合(因此被称为“短切”碳纤维)——想象将数百根小钢条倒入混凝土搅拌机。由于短切纤维定向在许多随机方向上,因此这种方法可以以整体各向同性(而非各向异性)的方式使普通塑料的强度增加一倍以上,同时使得外观更加平滑。
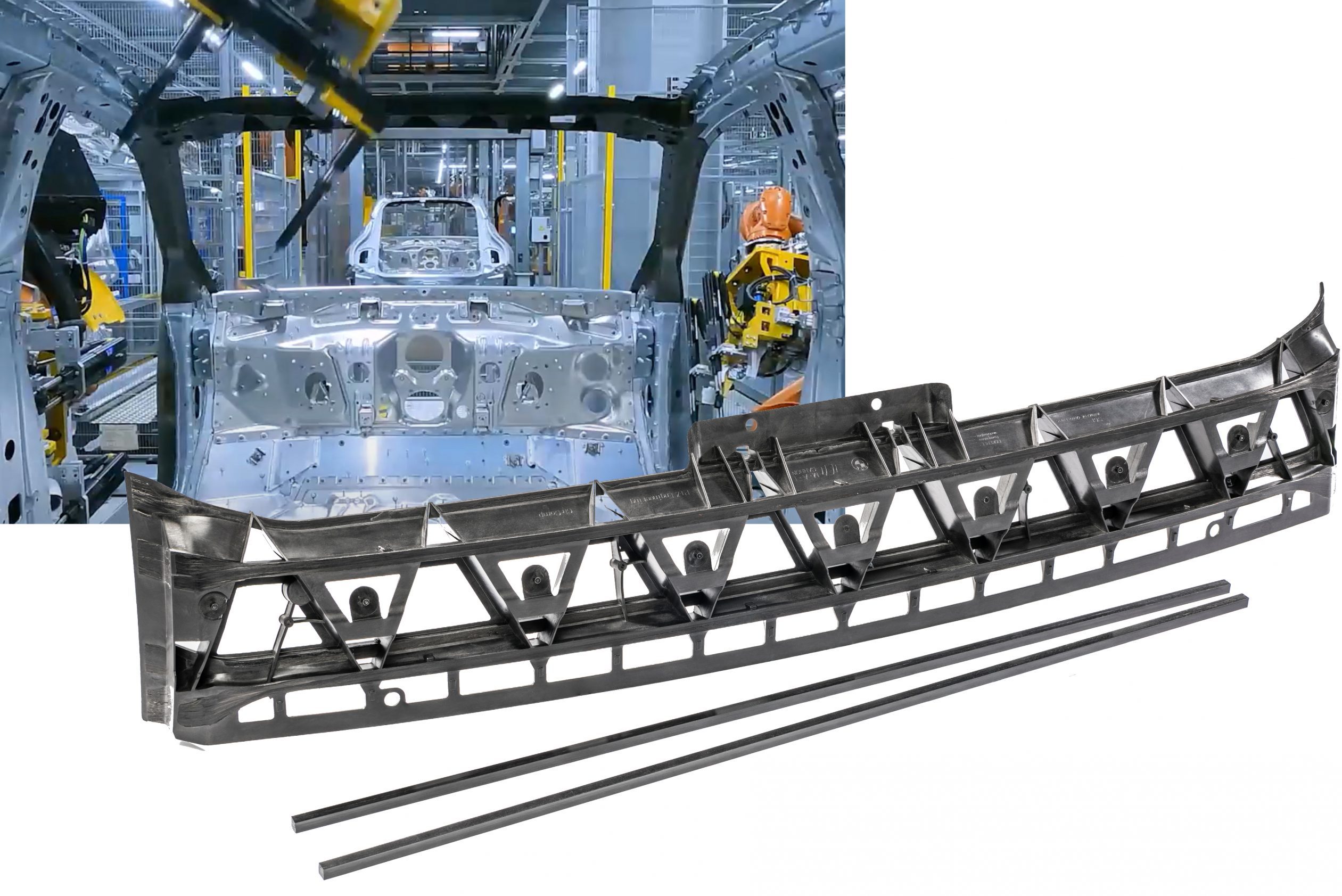
连续碳纤维通常指,在3D打印过程中铺设了一条连续的碳纤维,通过这种技术,部件强度、阻力以及其他特定性能沿纤维方向显著增加,更进一步的是,这些纤维的方向还可以定制——想象用混凝土覆盖长长的钢筋,并按照给定的方向和模式放置它们。因此,连续碳纤维具有双重价值:在所需方向上获得非常坚固的部件;用超轻替代材料取代由传统金属制成的重型部件。

Anisoprint各向异性打印部件的强度是普通塑料部件的30倍,比钢轻7倍,甚至比铝高2倍。这一点尤其受到航空航天和军工产业的青睐。在它们的世界,更强、更轻意味着大量节约的燃料成本!
Anisoprint与CFC技术
正如下图所示,Anisoprint可以使用长切和短切两种方法。其塑料挤出机沉积了短切纤维增强塑料;复合挤出机沉积连续的纤维束和自身的塑料涂层,以将纤维固定到位。

目前,Anisoprint提供两种专用塑料,用于塑料挤出机:新推出的SmoothPA和Clear PETG.。对于CFC喷嘴,还有两种塑料可用:CFC PA和CFC PETG。后者是与连续纤维长丝共挤而成——目前可以是碳纤维,也可以是玄武岩纤维。在参观中,Anisoprint团队展示了Smooth PA和CFC PA的碳纤打印,Smooth PA(这种材料来自10%的短切纤维和90%的聚酰胺12)打印的成品的表面显然很光滑,而标准PLA打印的紫色成品表面有肉眼可见的分层结构。

Anisoprint团队称,这是他们在塑料基体材料中添加短切纤维的主要原因——不是为了增强强度,而是为了光滑的美学。要知道,真正强度的增强来自连续的碳纤维!
挑战:连续碳纤维
标准的连续纤维技术依赖于同时沉积纤维并在其上施加巨大压力的“胶水”(塑料混合物),因此“胶水”可以适当地穿透纤维并完全覆盖它。这个过程被称为“浸渍”。
这项技术的挑战在于:在独立的机器内进行这项工作极为困难,因此,Anisoprint用一种特殊的聚合物树脂对其专有纤维进行预浸渍——这是整个过程非常重要的一步。在打印过程中,纤维上会有一层原位涂层。由于纤维已经浸渍,这时CFC塑料充当了粘合剂,使预浸渍纤维得以粘在一起。

由于纤维已经预浸渍,塑料涂层的体积可以改变(参见纤维体积比),而不会在纤维股内产生气孔或其他缺陷。它对于创建3D打印晶格结构至关重要,并能显著增加部分阻力。打印头能够实时改变塑料涂层的流动(即其挤出宽度)以增加纤维的附着力(增加宽度)或最小化其厚度(减小宽度)。

Composer A4的性能和操作
Anisoprint桌面打印机家族拥有Composer A3和A4,主要区别仅在作业尺寸。Aniwaa3D团队重点关注了A4,并与费多团队交换了对工业级PROM IS500的期待。
Composer A4的玻璃板作业台与标准A4纸张相同,为297 x 210mm(Composer A3与A3纸张尺寸相同)。就建造高度而言,成品件可高达140mm。为什么不提供更多的高度?CFC技术的优势在于以定向方式加固,并将碳纤维水平放置。因此,如果必须承受正面荷载,那么垂直打印高而薄的零件就没有什么意义。在Aura软件中,只需将模型平放获得正确加固方法,就将更能抵抗上述冲击,不需要一个高大的体量。

同时,两个作业喷嘴,一个用于塑料基质材料,一个用于连续纤维及其自身的基质材料。在Aura软件Gcode的“指导”下,当第一个喷嘴吸出一层塑料时,打印头会一直移动到打印机的右前方以触动开关。按下开关,第一个喷嘴上升,第二个喷嘴下降,以打印正在进行的层级。每次需要更换材料时,打印头则必须移动到开关,还可以使喷嘴沿着打印机的喷嘴刮水器移动,确保打印过程中没有多余的塑料渗出。

Composer A4由三种材料输入,两个独立喷嘴挤出。因此,需要三个线轴才能开始打印。Aniwaa3D团队参观了两种专利长丝材料——Smooth PA和Clear PETG,这些专有材料旨在与Aura(Neat版和Ext版)中的预设配置文件配合使用,以保证质量。拥有Open版本的Aura时,更可以使用其他塑料。同时,Anisoprint团队还介绍了旗下生产并销售的两种纤维材料——碳纤维和玄武岩纤维。两种材料各有其优点,相对来说,碳纤维比玄武岩更强、更硬、更轻,但导电。玄武岩纤维是不导电的,并且隔热性能更好。

为了满足合作伙伴和潜在用户对于不同开放程度的广泛需求,三种Aura模式——NEAT、EXT和OPEN为不同的用户需求提供难度不同、开放度迥异的操作模式。对此,Anisoprint与战略合作伙伴OKM3D公司推出的Anisoprint学院项目专门针对三个“包”系统提供了所需的所有知识。课程为那些想成为复合3D材料打印与Anisoprint产品使用专家的用户设计,使用现场在线讲座和交互式问答会议。主题包括:复合材料、打印技术、AURU切片软件、原材料、手工纤维路径规划、表面质量改善以及高级设计等。课程的最终受益者将学会使用连续纤维增强复合材料进行3D打印的技术,学会复合材料零件的设计和具备制造高质量、高性能零件的知识。




参观团队在Anisoprint专家团队的指导下进行了Composer A4的实操,并对打印过程和结果赞不绝口,对于Anisoprint公司文化有了进一步了解,并感受到了热爱的力量在这个科学家与工程师团队中所起到的作用。
Anisoprint之旅的总结和期待
经过了和Anisoprint团队的深入交流、感受企业文化、参观生产装配线和体验打印之旅,Aniwaa3D团队认为,Composer “家族”背后的技术令人惊叹——虽然机器的设计上可能还存在着不完美。然而,其最终的打印成果是独一无二的。截至目前,没有一家Anisoprint的竞争对手能在这个价格范围内实现这样的性能。即使是复合材料领域的一些行业领先公司也无法提供如此高的纤维体积比!对Anisoprint新产品的展望(包括工业级PROM IS 500)才刚刚开始。Anisoprint与Aniwaa3D也将继续合作,互相学习,向共赢的方向发展。